
Effect of Heat Treatment on the Microstructure of Low Carbon Steel
Introduction
Steel
A Steel is a hard, tough metal composed of iron, alloyed with various small percentage of carbon and often variously with other metals such as nickel, chromium, manganese, etc. But to adequately defining a steel: the principal portion of the definition for steel is “an iron base alloy, malleable in some temperature range as initially cast, containing manganese, usually carbon, and often other alloying elements. In carbon steel and low-alloy steel, the maximum carbon is about 2.0%; in high-alloy steel, about 2.5%. The dividing line between low-alloy and high-alloy steels is generally regarded as being at about 5% metallic alloying elements
Fundamentally, all steels are mixtures, or more properly, alloys of iron and carbon. However, even the so-called plain-carbon steels have small, but specified, amounts of manganese and silicon plus small and generally unavoidable amounts of phosphorus and sulfur. The carbon content of plain-carbon steels may be as high as 2.0%, but such an alloy is rarely found. Carbon content of commercial steels usually ranges from 0.05 to about 1.0%.
Heat Treatment
Engineering properties are modified by heat treatment processes so that structural components are able withstand specified operating conditions and have desired useful life.
Heat treatment is the heating and cooling of metals to change their physical and mechanical properties, without letting it change its shape. Heat treatment could be said to be a method for strengthening materials but could also be used to alter some mechanical properties such as improving formability, machining, etc. The most common application is metallurgical but heat treatment can also be used in manufacture of glass, aluminum, steel and many more materials. The process of heat treatment involves the use of heating or cooling, usually to extreme temperatures to achieve the wanted result. It is very important manufacturing processes that can not only help manufacturing process but can also improve product, its performance, and its characteristics in many ways.
The manipulation of heat treatment response is a prime reason for adding alloying elements to steels. An appreciation of the thermal behavior, with the accompanying microstructural changes, is fundamental to the understanding of heat treatment and the mechanical properties so generated.
Why Heat Treat Metals
We heat treat metals in an attempt to optimize the mechanical and physical properties for a given application. As many heat treatments are applied to soften metal in order to allow metal working operations such as deep drawing, cold forging and machining.
Where increased strength and wear resistance is required, hardening and tempering treatments are given. Extremely hard steels find applications in cutting tools where highly defined edges must be maintained and heat treatment of these steels is a critical operation. Hard surfaces with ductile base material may be developed by heat treatment.
There are also the solution heat treatments and ageing processes designed to increase the strength of some non-ferrous metals and precipitation hardening steels. Heat treatment is a significant industry and forms a basic part of the industrial infrastructure of countries.
Terms Used in Heat Treatment
Benefits of Steel Heat Treatment
Detailed Note on Quenching
Quenching is the rapid cooling of a work piece in water, oil or air to obtain certain material properties. A type of heat treating, quenching prevents undesired low-temperature processes, such as phase transformations, from occurring. It does this by reducing the window of time during which these undesired reactions are both thermodynamically favorable, and kinetically accessible; for instance, quenching can reduce the crystal grain size of both metallic and plastic materials, increasing their hardness.
In metallurgy, quenching is most commonly used to harden steel by introducing martensite, in which case the steel must be rapidly cooled through its eutectoid point, the temperature at which austenite becomes unstable. In steel alloyed with metals such as nickel and manganese, the eutectoid temperature becomes much lower, but the kinetic barriers to phase transformation remain the same. This allows quenching to start at a lower temperature, making the process much easier. High speed steel also has added tungsten, which serves to raise kinetic barriers and give the illusion that the material has been cooled more rapidly than it really has. Even cooling such alloys slowly in air has most of the desired effects of quenching.
Extremely rapid cooling can prevent the formation of all crystal structure, resulting in amorphous metal or "metallic glass"
Process of Quenching
The process of quenching is a progression, beginning with heating the sample. Most materials are heated to between 815 and 900 °C (1,500 to 1,650 °F), with careful attention paid to keeping temperatures throughout the work piece uniform. Minimizing uneven heating and overheating is key to imparting desired material properties.
The second step in the quenching process is soaking. Work pieces can be soaked in air (air furnace), a liquid bath, or a vacuum. The recommended time allocation in salt or lead baths is up to 6 minutes. Soaking times can range a little higher within a vacuum. As in the heating step, it is important that the temperature throughout the sample remains as uniform as possible during soaking.
Once the work piece has finished soaking, it moves on to the cooling step. During this step, the part is submerged into some kind of quenching fluid; different quenching fluids can have a significant effect on the final characteristics of a quenched part. Water is one of the most efficient quenching media where maximum hardness is desired, but there is a small chance that it may cause distortion and tiny cracking. When hardness can be sacrificed, mineral oils are often used. These oil based fluids often oxidize and form a sludge during quenching, which consequently lowers the efficiency of the process. The quenching velocity (cooling rate) of oil is much less than water. Intermediate rates between water and oil can be obtained with a purpose formulated quenchant, a substance with an inverse solubility which therefore deposits on the object to slow the rate of cooling.
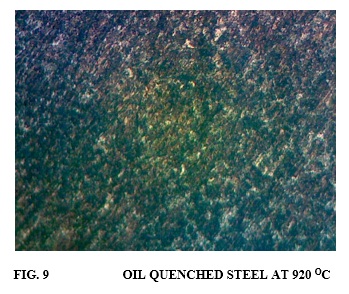
Oil Quenching
Heat treated metal parts perform better. They resist wear and maintain their form while under pressure. An oven heats metal components to extreme temperatures and then submerged in a liquid bath for rapid cooling. Water was the traditional quenching medium. However, oil quenching produces superior quality.
The Advantages of Oil Quenching
Oil does not boil as quickly as water. This allows the parts to absorb more initial heat and cool for longer periods of time. It is a superior quenching heat treatment, and including certain additives in the oils customize results.
The process begins with heat. Metal parts are placed in an oven. Temperatures can reach as high as 2000 degrees. Once the desired heat has been achieved, the parts are transferred to a submersion tank. The metal is coated in the oils and undergoes three phases of cooling:
Ideally, the vapor phase will be as short as possible. The vapors created by the searing hot metals act as an insulator that resists cooling. The prolonged period of nucleate boiling is the key advantage of oil quenching services over traditional hardening methods. The longer the parts remain in the second phase of the cooling process, the better the result.
Oil has a much higher boiling point than water. The metals do not reach the convection phase until the oil reaches 450 degrees or more. Metal treated in this way cool rapidly and evenly. This reduces the risks of cracking, distortions, and uneven soft spots.
Water Quenching
Water quench hardening is typically used for low alloy steel grades that require a very rapid quench rate to achieve desired hardness.
Process for Water Quench Hardening Steel
The process of water quench hardening for steel is as follows:
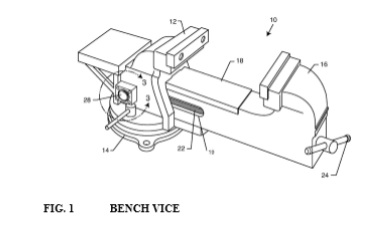
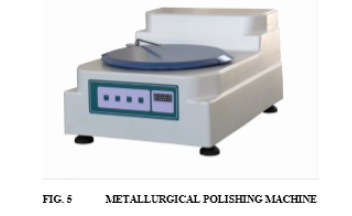
Equipments Needed




Procedures
Metallurgical Processes involved in this experimental procedure include:
Data and Results
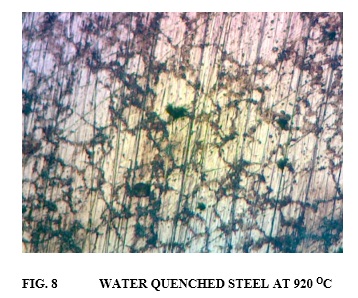
Discussion of Results
To rightly analyzing the above data and result from the heat treatment of a mild steel rod, we will have to carefully relate the aggregate of ferrite to carbon for each type of quenching process and other necessary analysis respectively for both quenching processes. To starting with, let’s discuss the effect of carbon on commercially pure iron.
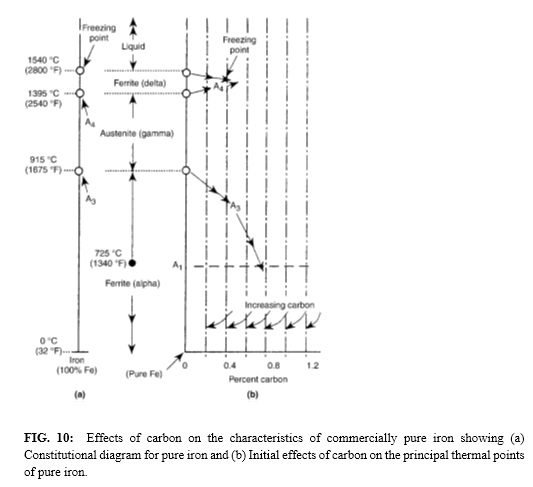
Iron-Cementite Phase Diagram
When carbon atoms are present, two changes occur (see Fig. 10). First, transformation temperatures are lowered, and second, transformation takes place over a range of temperatures rather than at a single temperature.
Phase
A phase is a portion of an alloy, physically, chemically, or crystallographically homogeneous throughout, which is separated from the rest of the alloy by distinct bounding surfaces. Phases that occur in iron-carbon alloys are molten alloy, austenite (gamma phase), ferrite (alpha phase), cementite, and graphite. These phases are also called constituents. Not all constituents (such as pearlite or bainite) are phases—these are microstructures.
A phase diagram is a graphical representation of the equilibrium temperature and composition limits of phase fields and phase reactions in an alloy system. In the iron-cementite system, temperature is plotted vertically, and composition is plotted horizontally.
Effect of Heat Treatment on the Mechanical Properties of the Steel.
Heat treatment involves the application of heat, to a material to obtain desired material properties (e.g. mechanical, corrosion. electrical, magnetic, e-t-c.). During the heat treatment process, the material usually undergoes phase microstructural and crystallographic changes. The purpose of heat treating carbon steel is to change the mechanical properties of steel, usually ductility, hardness, yield strength tensile strength and impact resistance. The electrical, corrosion and thermal conductivity is also slightly altered during heat treatment process.
The standard strengths of steels used in the structural design are prescribed from their yield strength. Most engineering calculations for structure are based on yield strength. Recent urban building in Nigeria have become taller for more effective utilization of above ground space and have increased in size and complexity through the adoption of new structural design. These trends have led to demand for steel of greater strength, good ductility and toughness. The special objectives of the research work are to carry out heat treatment process on locally produced rolled medium carbon steel, evaluate the effect of heat treatment processes on the mechanical properties such as tensile strength, ductility, toughness and hardness of the rolled steel and determine high strength, high ductility and low yield ratio of the rolled medium carbon steel.
Explanation of Some Selected Terms:
Conclusion
Generally, Heat Treated Steels (by Quenching) have high ultimate tensile strength and yield ratio of about 79% with excellent combination of impact strength, ductility and hardness which is very attractive for structural use.
Likewise, from the findings as related above, the steel developed by oil quenching is absolutely of greater advantage as they produce superior quality. Metal treated using Oil Quenching cools rapidly and evenly. This reduces the risks of cracking, distortions, and uneven soft spots.
References
Credits: Timothy Alabi. Obafemi Awolowo University, Ile-Ife, Osun State, Nigeria.